网站首页
公司概况
公司新闻
产品中心
合作伙伴
润滑油
技术支持
联系我们
产品中心
日本关东化成Kanto Kasei
HANARL干膜油
FLOIL油脂
FLOIL含浸油
FLOIL氟素油
施敏打硬
日本SANKOL润滑油
日本三键ThreeBond
TB1100液态垫圈
TB1200电子硅胶
TB1300厌氧胶
TB1400螺丝胶
TB1500工业电子硅胶
TB1700瞬间胶
TB1800防锈润滑剂
TB1900系列 钼的防烧蚀润滑剂
TB2000系列 双组分环氧复合树脂
TB2200系列 单组分环氧复合树脂
TB2300 Sealock加工防止螺丝部位泄漏、松动
TB2400系列(预涂螺栓·MEC加工(螺丝紧固·防漏
TB2500系列 触点导电复活剂
TB2700工业清洗剂
TB2900系列 电气元件保护剂、散热硅胶膜
TB3000 紫外线硬化树脂 丙烯酸脂类
TB3100紫外线硬化树脂 环氧系等
TB3300系列(导电性树脂材料(粘合剂·涂料·膏状))
三键TB3732 耐热性无机粘合剂
TB3300导电胶
TB5200硅胶密封剂
日本信越ShinEtsu
有机硅树脂
润滑脂合成油
有机硅油
导热硅脂
RTV硅胶
点胶耗材
美国道康宁DOW CORNING
松克SONGTECH
膜材料
电缆专用胶
磨力克Molykote
3M
日本NICHIMOLY
ARALDITE爱牢达
韩国东部化学
日本索尼Sonybond
日本安特固ALTECO
日本山一化学YAMAICHI
日本京瓷化学Kyocera
京瓷导电银胶
京瓷绝缘清漆
京瓷环氧树脂
半导体塑封材料
日本富士FUJI
你的位置:
首页
>
产品中心
>
日本京瓷化学Kyocera
>
京瓷导电银胶
LED导电银胶封装工艺
更新:2015-7-21 21:15:28 点击:
品牌:
京瓷化学Kyocera
型号:
CT220HK-S1 ,CT285
产品介绍
LED导电银胶封装工艺
1. LED导电银胶的封装任务
是将外引线连接到led芯片的电极上,同时保护好LED芯片,并且起到提高光取出效率的作用。关键工序有装架、压焊、封装。
2. LED导电银胶封装形式
LED导电银胶封装形式可以说是五花八门,主要根据不同的应用场合采用相应的外形尺寸,散热对策和出光效果。LED按封装形式分类有Lamp-LED、TOP-LED、Side-LED、SMD-LED、High-Power-LED等。
3.LED导电银胶封装工艺流程
4.封装工艺说明
1.芯片检验
镜检:材料表面是否有机械损伤及麻点麻坑(lockhill)
芯片尺寸及电极大小是否符合工艺要求
电极图案是否完整
2.扩片
由于LED芯片在划片后依然排列紧密间距很小(约0.1mm),不利于后工序的操作。我们采用扩片机对黏结芯片的膜进行扩张,是LED芯片的间距拉伸到约0.6mm。也可以采用手工扩张,但很容易造成芯片掉落浪费等不良问题。
3.点胶
在led支架的相应位置点上银胶或绝缘胶。(对于GaAs、SiC导电衬底,具有背面电极的红光、黄光、黄绿芯片,采用银胶。对于蓝宝石绝缘衬底的蓝光、绿光LED芯片,采用绝缘胶来固定芯片。)
工艺难点在于点胶量的控制,在胶体高度、点胶位置均有详细的工艺要求。
由于银胶和绝缘胶在贮存和使用均有严格的要求,银胶的醒料、搅拌、使用时间都是工艺上必须注意的事项。
4.备胶 和点胶相反,备胶是用备胶机先把银胶涂在LED背面电极上,然后把背部带银胶的LED安装在LED支架上。备胶的效率远高于点胶,但不是所有产品均适用备胶工艺。
5.手工刺片 将扩张后LED芯片(备胶或未备胶)安置在刺片台的夹具上,LED支架放在夹具底下,在显微镜下用针将LED芯片一个一个刺到相应的位置上。
手工刺片和自动装架相比有一个好处,便于随时更换不同的芯片,适用于需要安装多种芯片的产品.
6.自动装架
自动装架其实是结合了沾胶(点胶)和安装芯片两大步骤,先在LED支架上点上银胶(绝缘胶),然后用真空吸嘴将LED芯片吸起移动位置,再安置在相应的支架位置上。
自动装架在工艺上主要要熟悉设备操作编程,同时对设备的沾胶及安装精度进行调整。在吸嘴的选用上尽量选用胶木吸嘴,防止对LED芯片表面的损伤,特别是兰、绿色芯片必须用胶木的。因为钢嘴会划伤芯片表面的电流扩散层。
7.烧结
烧结的目的是使银胶固化,烧结要求对温度进行监控,防止批次性不良。
银胶烧结的温度一般控制在150℃,烧结时间2小时。根据实际情况可以调整到170℃,1小时。
绝缘胶一般150℃,1小时。
银胶烧结烘箱的必须按工艺要求隔2小时(或1小时)打开更换烧结的产品,中间不得随意打开。烧结烘箱不得再其他用途,防止污染。
8.压焊
压焊的目的将电极引到LED芯片上,完成产品内外引线的连接工作。
LED的压焊工艺有金丝球焊和铝丝压焊两种。右图是铝丝压焊的过程,先在LED芯片电极上压上第一点,再将铝丝拉到相应的支架上方,压上第二点后扯断铝丝。金丝球焊过程则在压第一点前先烧个球,其余过程类似。
压焊是LED封装技术中的关键环节,工艺上主要需要监控的是压焊金丝(铝丝)拱丝形状,焊点形状,拉力。
对压焊工艺的深入研究涉及到多方面的问题,如金(铝)丝材料、超声功率、压焊压力、劈刀(钢嘴)选用、劈刀(钢嘴)运动轨迹等等。(下图是同等条件下,两种不同的劈刀压出的焊点微观照片,两者在微观结构上存在差别,从而影响着产品质量。)我们在这里不再累述。
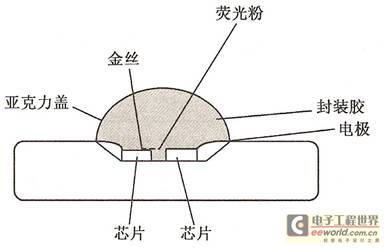
9.点胶封装 LED的封装主要有点胶、灌封、模压三种。基本上工艺控制的难点是气泡、多缺料、黑点。设计上主要是对材料的选型,选用结合良好的环氧和支架。(一般的LED无法通过气密性试验)如右图所示的TOP-LED和Side-LED适用点胶封装。手动点胶封装对操作水平要求很高(特别是白光led),主要难点是对点胶量的控制,因为环氧在使用过程中会变稠。白光LED的点胶还存在荧光粉沉淀导致出光色差的问题。 10.灌胶封装
Lamp-LED的封装采用灌封的形式。灌封的过程是先在LED成型模腔内注入液态环氧,然后插入压焊好的LED支架,放入烘箱让环氧固化后,将LED从模腔中脱出即成型。
11.模压封装 将压焊好的LED支架放入模具中,将上下两副模具用液压机合模并抽真空,将固态环氧放入注胶道的入口加热用液压顶杆压入模具胶道中,环氧顺着胶道进入各个LED成型槽中并固化。
12.固化与后固化固化是指封装环氧的固化,一般环氧固化条件在135℃,1小时。模压封装一般在150℃,4分钟。
13.后固化 后固化是为了让环氧充分固化,同时对LED进行热老化。后固化对于提高环氧与支架(PCB)的粘接强度非常重要。一般条件为120℃,4小时。
14.切筋和划片 由于LED在生产中是连在一起的(不是单个),Lamp封装LED采用切筋切断LED支架的连筋。SMD-LED则是在一片pcb板上,需要划片机来完成分离工作。
15.测试 测试LED的光电参数、检验外形尺寸,同时根据客户要求对led产品进行分选。
16.包装 将成品进行计数包装。超高亮LED需要防静电包装<!--[编辑本段]-->LED导电银胶、导电胶及其施工要求 1、厂家导电银胶的运送过程需要冷冻保存,要用大量的冰袋或者干冰将导电银胶包裹;
2、客户即使天气较冷也要把刚收到的导电银胶,立刻转放进0度一下的冰箱冷冻室保存;
3、在使用前,导电银胶解冻使用时间在1-3小时(根据不同导电银胶来定);
4、在使用过程中大约2-3个小时添加适量导电银胶,固晶机台锡鼓上面的银胶建议每12个小时清洗一次;
5、当导电银胶出现拉丝现象,无论使用多久都要更换;
6、导电银胶点到规定的点后,需在2分钟内进行固晶;
7、停止固晶时,要保证锡鼓一直转动。如果装导电银胶的锡鼓停止转动在30分钟以上时,建议清洗胶鼓并且更换导电银胶;
8、固晶后的材料尽量在一个小时内进烤,最长不能超过2个小时。
特别提醒:导电胶、导电银胶的醒料、搅拌、使用时间都是工艺上必须注意的事项。
首页
电话
邮件
产品
留言